

1. 서 론
2. 진동 리퍼 생산량 자료 분석
2.1 문헌 데이터 분석
2.2 진동리퍼 생산량 추정을 위한 현장 시험
3. 진동 리퍼 생산량 예측을 위한 머신러닝 예측 모델 검토
3.1 머신러닝 모델 검토
3.2 RQD 적용을 위한 Bilgin의 경험 모델 검토
4. 결 론
1. 서 론
토목 및 광산 분야에서의 굴착 공정은 암반의 특성에 따라 다양한 장비와 기술이 필요하다. 특히, 20세기 이후 도저·굴삭기와 같은 대형 토공 장비의 개발로 굴착 기술이 빠르게 발전하였으며, 암반 굴착의 경우에는 기계식 굴착, 충격식 굴착, 발파 등 여러 공법을 활용하고 있다. 이러한 발전 과정에서 리퍼 또한 다양화, 다치화 과정을 거치며 굴착 보조 장비로 활용되고 있다. 리퍼는 Fig. 1(a)와 같이 주로 도저의 후방부에 설치하거나 Fig. 1(b)처럼 굴삭기의 암(Arm)에 부착되는 형태로(attachment) 사용하는 굴착 보조 장비이다. 리퍼는 단일 치형(Single shank) 또는 다중 치형(Multi shank) 형태로 제작되며 고강도의 압축 및 인장 하중에 견디도록 설계된다(Caterpillar Inc., 2000). 리퍼의 대상 암반 조건은 대체로 연암과 보통암에서 효과적인 것으로 알려져 있으며 노후 기반 시설의 파쇄에도 사용된다.
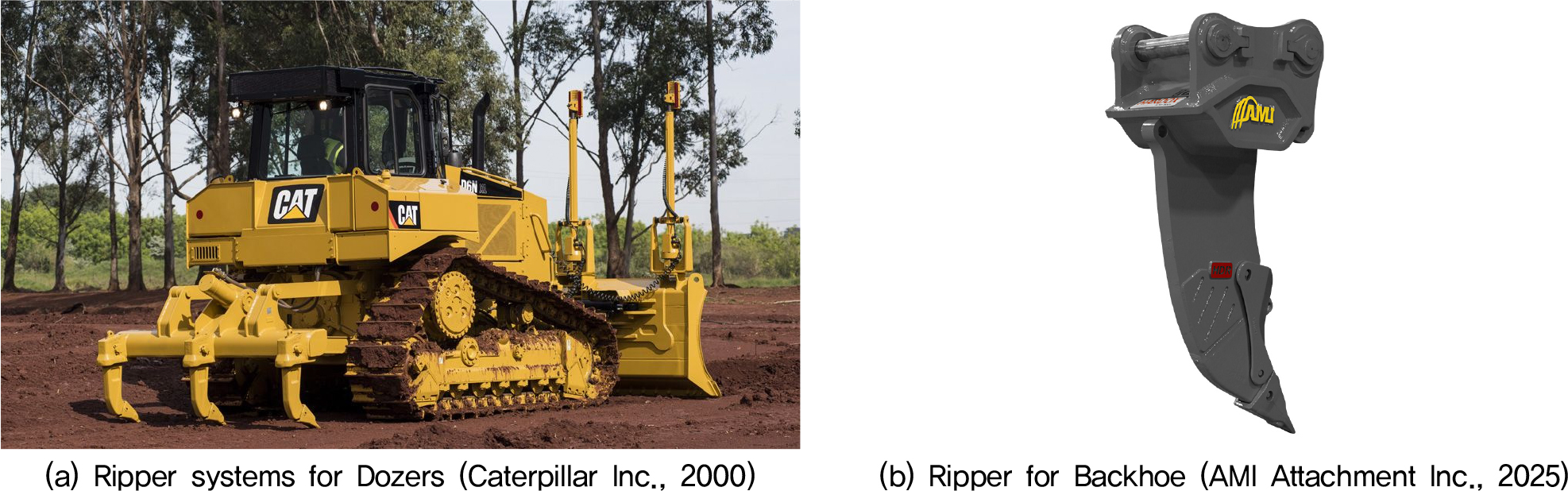
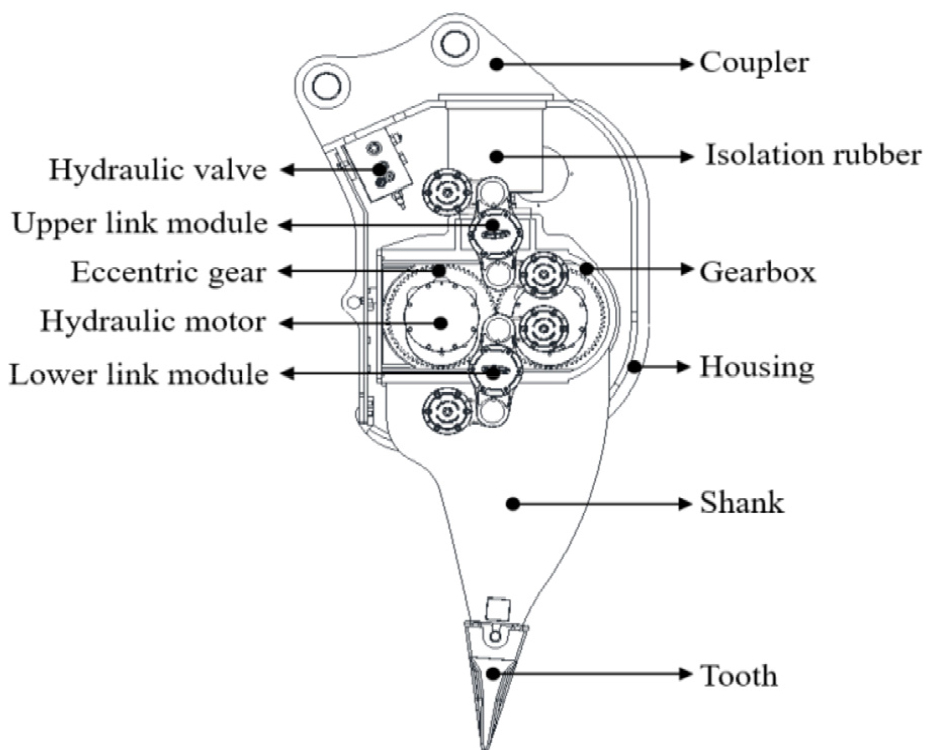
리퍼는 Tooth를 암반에 관입하여 균열을 유도하며 기존 절리나 약대를 따라 느슨해진 암반을 파쇄하는 기계식 굴착 공법 중 하나이다. 일반적으로 도저형(Dozer) 리퍼는 도저 후방부에 장착된 치형을 지면에 관입시킨 후 도저가 전진하며 긁어내는 방식으로 파쇄하면서 연속적으로 도저를 통해 면을 정리하는 방식을 사용하는 반면 굴삭기형 리퍼는 상대적으로 고강도와 고내구성을 지닌 치형을 암반에 관입시킨 후 관절의 동작을 통해 파쇄하는 차이점이 있다(Amin et al., 2009). 이러한 작동 원리의 차이로 인해 도저형 리퍼는 넓은 면적에서 연속적인 파쇄에 유리하며, 굴삭기형 리퍼는 상대적으로 협소한 공간이나 정밀한 위치를 대상으로 할 때 유리하다. 최근에는 굴삭기형 리퍼가 발파에 비해 소음·진동·안전 문제를 최소화할 수 있어, 발파가 제한되는 도심지에서 암반 파쇄 시 필수적인 장비로 분류되고 있으며 고주파 진동을 암반에 전달하여 균열을 가속화하는 진동 리퍼의 형태도 개발·보급되고 있다(Liu et al., 2016; Kim et al., 2023). 특히, 최근에 소개되고 있는 진동 리퍼(Vibratory ripper)는 암반 파쇄 시 리퍼 장비에 편심 기어를 통해 진동을 발생시켜 암반 파쇄 효율을 높이는 방식을 사용하여 기존 유압 브레이커에 비해 상대적으로 높은 효율을 보이는 것으로 알려져 있다(Fig. 2).
굴삭기에 부착된 리퍼의 암반 파쇄 방식은 굴삭기의 붐과 암 등에서 생성되는 공구력과 작업 자세에 의해 크게 결정되며 장비 자중은 이를 지탱하는 힘으로 작용한다. 즉, 파쇄 대상이 되는 암반에 가해지는 힘은 장비가 가진 유압 실린더의 작동력과 암 관절의 형상, 그리고 공구와 암반 사이의 접촉 조건에 의해 주로 발현된다. 반면 다용도로 사용되는 굴삭기의 무게와 용량을 크게 늘릴 수 없기 때문에 굴삭기 부착형태로 사용되는 리퍼의 굴착량은 대체로 대상 지반이 고강도일수록 암반 파쇄 효율이 급격히 감소하는 경향을 보인다. 일반적으로 리핑 작업은 발파에 비해 상대적으로 소규모 작업이 많아 전체적인 작업량은 적고 현장에서도 보조적인 공정으로 인식되는 경향이 강하다.
리퍼 장비를 토목공사나 광산 분야에서 활용하기 위해서는 시간당 굴착량 또는 생산량과 같은 효율을 파악하는 것이 필요하다. 그러나 앞서 살펴본 바와 같이, 리핑 작업은 현장에서 보조적인 공정으로 인식되는 경향이 강하고 작업이 소규모로 이루어져 리퍼의 생산량과 관계된 연구보고나 발표가 제한적인 상황이다. 도저형 리퍼와 관련된 생산량 연구보고가 상대적으로 다수 알려진 것에 비하면 부착형 리퍼의 소규모 작업량으로 인해 현장에서도 많은 기록을 남기지 않고 있는 것으로 판단된다(MacGregor, 1993; Sujiman, 2018; Basarir et al., 2004). 리퍼를 사용한 암반 파쇄 공정은 토목공사에서 주 공정에 사용되기 보다는 보조 작업 장비로 분류되는 경우가 많으며 주로 현장 협력업체가 이를 담당한다. 이 과정에서 세부 작업 기록이 체계적으로 관리되지 않고 있으며 장비 제조사에서도 장비 출고 이후의 실제 활용 및 성능에 대한 추적 관리가 어려워, 리퍼의 생산성 및 효율성을 판단할 수 있는 자료가 많이 부족한 실정이다. 특히, 최근 소개된 진동 리퍼의 경우, 생산성과 관련된 데이터를 거의 찾아보기 어려워 진동 리퍼의 생산성을 별도로 제시하는 것은 더욱 어렵다.
본 연구에서는 진동 리퍼 사용 시 확보할 수 있는 생산성·효율성을 정량적으로 파악하고자 선행 연구를 검토하였다. 그러나, 선행 연구에서 제시하는 리퍼의 생산량 자료들은 대부분 도저형 리퍼에 국한되어 보고되고 있으며 굴삭기형 리퍼의 생산성에 대해서는 보고된 바가 거의 없는 것으로 파악되었다. 본 연구는 이러한 배경에서 출발하여, 관련 연구의 부족을 보완하고자 장비 제조사의 자료를 기반으로 리핑 장비의 생산성 및 암반 강도에 따른 진동 리퍼의 효율성을 추정하고자 하였다. 또한, 데이터 부재의 한계에도 불구하고 리퍼의 생산성을 RQD에 따라 예측할 수 있도록 유사한 작업환경을 갖는 장비에서 사용된 바 있는 경험식을 적용하여 진동 리퍼의 생산성 예측 모델을 제시하고자 하였다. 이를 통해 진동 리퍼 장비의 현장 활용성을 높이고자 하였으나 추후 수집되는 자료의 양이 충분히 확보될 때 생산성 예측 모델을 일반화하여 사용할 수 있을 것으로 판단된다.
2. 진동 리퍼 생산량 자료 분석
2.1 문헌 데이터 분석
본 연구에서는 서적, 문헌 및 장비 제조사가 제공하는 자료를 조사하여 굴삭기형 진동 리퍼의 생산량을 분석하고자 하였다. 그러나 국내외 문헌에서 제시된 자료들은 주로 도저형 리퍼에 관해 서술되었으며, 굴삭기형 리퍼와 관련된 생산량 자료는 거의 없는 실정이었다. 또한, 장비 제조사별로 유압 브레이커와 리퍼의 생산량을 비교한 그래프를 각각 제시하고 있었으나, 제시된 그래프를 통해 진동 리퍼의 생산량이 유압 브레이커에 비해 높은 점을 나타내는 수준으로 정확한 데이터 형태로 제공하고 있는 제조사는 없었다. 장비 제조사가 보유한 진동 리퍼 생산량 데이터를 일부 수집할 수 있었으나, 데이터 수가 적고 현장 시험 방식이나 성적서 등에 대해 구체적으로 기술되어 있지 않고 있으며, 최대 생산량을 기준으로 제공된 값이라는 점에서 신뢰성과 대표성 측면에서 한계가 있다. 다만, 진동 리퍼 제조사가 암반 강도별 또는 암종별로 최대 생산량 값을 제시하고 있고 유압 브레이커와 유사한 조건에서 생산량을 비교하며 제시하고 있다는 점에서 유의미하다고 볼 수 있다. 본 연구는 이러한 한계를 인식하면서도 제한된 자료를 기반으로 생산량을 추정하고자 하였다. 즉, 진동 리퍼를 적용하고자 하는 토목 또는 광산 현장에서, 장비 도입 시 현장 관계자가 암반 강도에 따른 진동 리퍼의 생산성 및 성능을 합리적으로 판단할 수 있도록 연구를 통해 개략적인 성능 범위를 제시하고자 하였다.
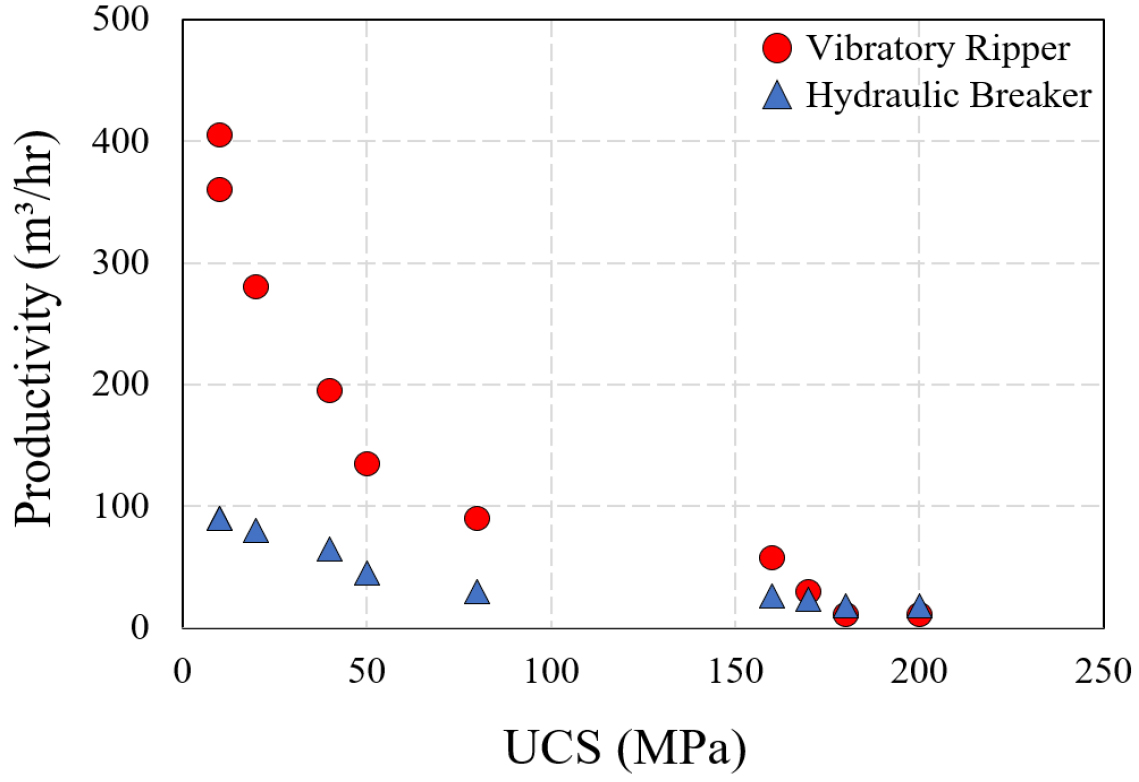
해외 제조사에서 제공하는 자료는 암석 종류와 일축압축강도(UCS)에 따른 진동 리퍼와 유압 브레이커의 굴착 생산량을 제시하고 있다(Maximum Equipment, n.d.). 일축압축강도 기준으로 약 10MPa부터 200MPa의 범위에서 생산량을 제시하고 있으며 사용된 장비는 30~40ton급 굴삭기용 진동 리퍼로, 작동 유량은 최대 200L/min, 작동 압력은 최대 250bar 범위에서 운영된다. Fig. 3은 진동리퍼 장비 제조사가 제공한 데이터를 도식화한 것이다. 그림에서도 나타나듯이 상대적으로 낮은 암반강도 범위(50MPa 이하)에서 진동 리퍼는 유압 브레이커에 비해 3배이상 높은 효율을 보이는 것으로 나타나며 저강도 구간으로 갈수록 그 차이가 커지는 것을 알 수 있다. 암반강도 150MPa 이상에서는 유압 브레이커와 진동 리퍼 사이에 큰 차이는 나타나지 않아 고강도 구간에서 효율이 급격히 감소하는 경향을 보이는 점은 기존 리퍼의 경우와 유사하다고 볼 수 있다.
진동 리퍼의 암반 강도에 따른 생산량은 대체로 암반 강도에 따라 급격하게 줄어드는 지수적 경향을 보인다. 진동 리퍼 작업량에 영향을 미칠 수 있는 몇 가지 주요 인자로는 암반강도, RQD, 풍화도, 절리대 등 암반물성과 관련된 지표와 굴삭기 자중, 작동 유압, 굴삭기 관절 각도 등 장비와 관련된 지표 등이 있다. 본 연구에서는 이러한 영향인자 중, 암반강도와 RQD에 따른 생산량 관계를 추정하고자 하였으며 이를 위해 대상 굴삭기 장비 등은 되도록 유사한 용량이나 무게를 갖는 장비를 선정하였다.
2.2 진동리퍼 생산량 추정을 위한 현장 시험
진동 리퍼 생산량 추정을 위한 현장 시험은 50 ton급 굴삭기를 본체로 사용하는 진동리퍼와 유압 브레이커에 대해 유사한 지반 조건에서 생산량을 측정하는 방식으로 수행하였다. Table 1은 현장 시험에 사용된 장비의 사양을 나타낸다. 현장 시험은 인천 검단 지역 ○○ 현장 부지에서 진행되었다. 각기 다른 암반 특성을 보이는 총 네 개의 지점에서 시험이 수행되었으며 진동 리퍼는 5회, 유압 브레이커는 4회 실시하였다. 최대한 동일한 지반 조건에서 굴착 성능을 평가하기 위해 진동 리퍼와 유압 브레이커 간 거리를 10m 이내로 설정하여 진행하였다.
Table 1.
Excavation equipment specifications


Table 2는 현장 시험 결과를 요약한 표이다. 진동 리퍼와 유압 브레이커의 순굴착량(Net productivity)은 원지반의 굴착 전후 형상 변화를 3D 레이저 스캐너를 이용하여 측정하는 방식으로 산정하였다. 연구에 사용된 3D 레이저 스캐너는 초당 43,000 포인트, 최대 30m 범위를 스캔할 수 있으며 정확도는 ±3cm이다. 굴착 전 스캔 이미지와 굴착 후 스캔 이미지를 비교하여 변화량 검토를 수행하였으며 정합 결과에 대해 Root Mean Square(RMS) 오차 값이 3cm 이하일 경우 정합 완료로 판단하였다. 모든 시험은 10분간의 굴착 작업을 수행하고 원지반에 대한 순굴착량을 확인하기 위해 굴착 후 대상 지반 주변에 존재하는 버력을 별도 장비를 사용하여 이동시키고 굴착 후 이미지 촬영을 수행하였다. 암반 강도는 현장에서 채취한 암석 시료에 대해 일축압축강도 시험 결과를 사용하였다. 일축압축강도는 표준규격에 따라 KS F 2519에 의거하여 인증기관에서 진행되었다. 시험 시료는 현장의 각 지점별로 채취하였으며 일축압축강도 시험은 시료별로 각각 5회씩 수행되었고 5회 평균값을 해당 지점의 대표 강도값으로 나타냈다. 육안으로 관찰한 시험 지점의 절리 상태는 Site A가 가장 발달한 지반이었으며 Site C가 절리가 가장 적은 지점으로 파악되었다.
Table 2.
Summary of test results
Fig. 4는 대표적으로 Site A에 대한 3D 레이저 스캔 이미지 분석 결과의 일부를 나타낸다. 현장 시험 결과에서 나타나듯이 진동 리퍼는 유압 브레이커 대비 시간당 생산량 증가 수치가 최소 149%에서 최대 426%의 효율을 보여주었다. 또한, 기존 해외 제조사에서 제시하는 바와 같이, 암반 강도가 높아질수록 장비간 격차는 감소하는 경향을 보여주었다. 소음은 진동 리퍼의 생산량과는 별개로 장비 특성을 파악하기 위해 추가로 측정하였다. 진동 리퍼와 유압 브레이커의 소음은 장비로부터 30m 이격된 거리에서 측정하였다. Table 2에 제시한 dB(A)Leq은 시간에 따라 변동하는 소음을 등가 소음도로 환산한 값이다. 이는 작업 시간 동안 발생한 소음의 변동치를 평균하여 일정한 소음 수준으로 변환한 값을 의미한다. 진동 리퍼의 경우 전체 작업에 대해서 평균 약 67dB 수준으로 생활환경 범위에서 크게 벗어나지 않은 것으로 나타났으며 암반의 강도가 높아질수록 등가 소음도도 커지는 경향을 보였다. 진동 리퍼의 소음 최대값은 상대적으로 고강도 암반인 B Site에서 93.92dB로 나타났으며 굴착 중 장비가 암반에서 순간적으로 이탈될 때 발생하는 것으로 판단된다. 유압 브레이커의 경우, 평균 소음값은 약 90dB 내외로 진동 리퍼에 비해 상대적으로 높은 값을 보이지만 최대값은 약 95.91dB로 진동 리퍼의 경우와 유사하게 나타났다.
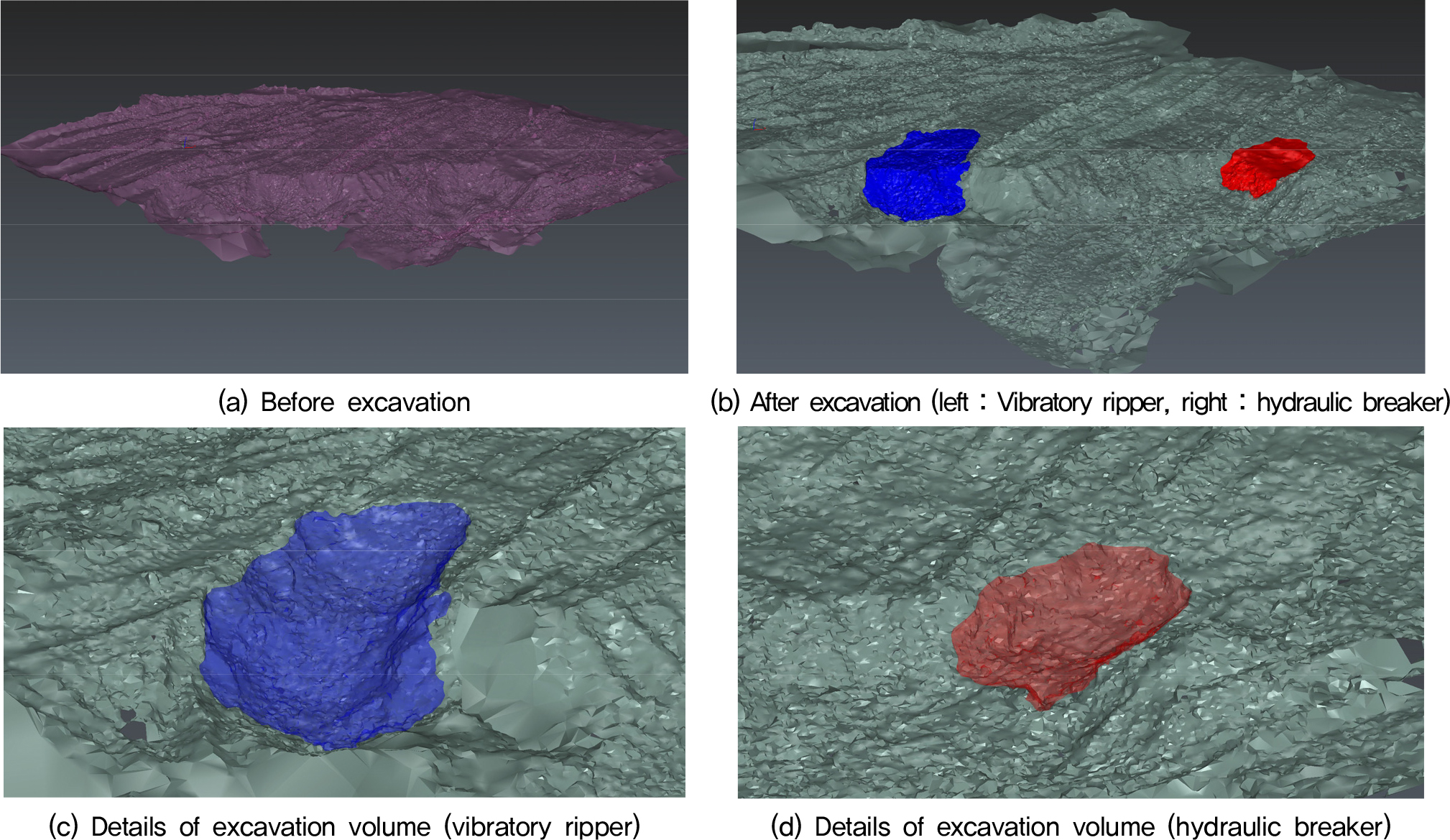
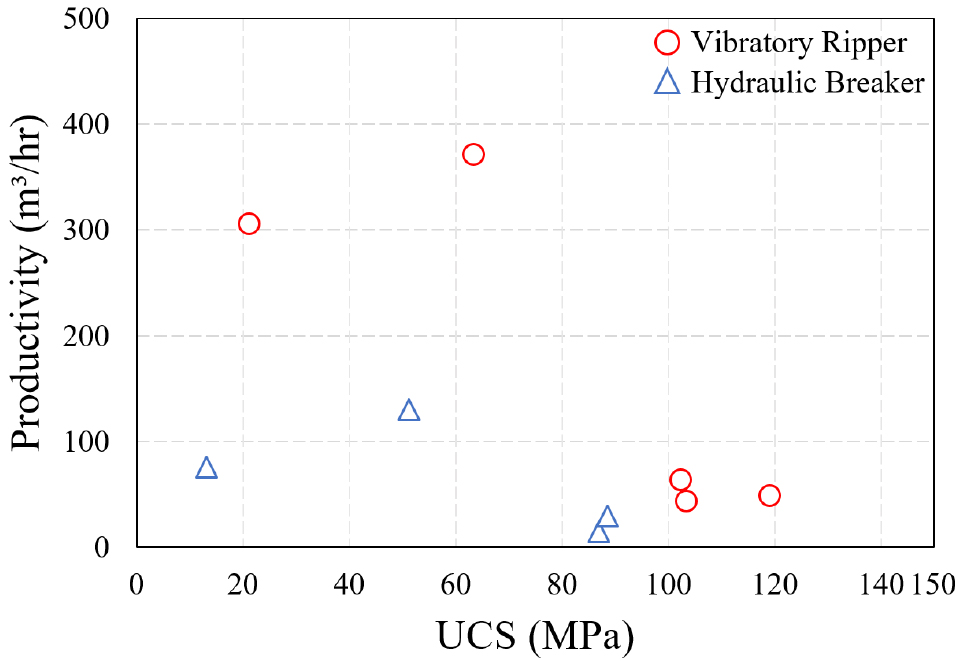
Fig. 5는 진동 리퍼와 유압 브레이커의 현장 시험 결과를 암반강도에 따른 생산량으로 도식화한 것이다. 시간 당 생산량으로 비교했을 때, 진동 리퍼의 경우가 유압 브레이커에 비해 모든 경우에서 상대적으로 높게 나타났다. 진동 리퍼 생산량 측정 결과에서, 암반강도 63.4MPa에서 나타난 생산량이 다른 값들에 비해 높게 나타났다. 이는 해당 시험이 이루어진 지반에 상대적으로 절리가 많고 10분간 굴착 작업에서 일부 부피가 큰 암괴가 굴착 과정에서 제거되는 등의 이유로 크게 측정된 것으로 판단된다. 유압 브레이커는 진동 리퍼와 동일한 굴착 조건에서 전반적으로 낮은 생산성을 보였으며, 특히 암반강도 100MPa 이상 구간에서 측정된 진동 리퍼의 생산량이, 약 85MPa 구간에서 측정된 유압 브레이커의 생산량보다도 유의미하게 높게 나타났다. 따라서, 진동 리퍼는 고강도 암반 구간에서 저강도 구간에 비해 상대적인 생산량 수준은 낮지만, 유압 브레이커에 비해 보다 일정하고 안정적인 성능을 발휘할 수 있을 것으로 판단된다.
3. 진동 리퍼 생산량 예측을 위한 머신러닝 예측 모델 검토
3.1 머신러닝 모델 검토
진동 리퍼의 암반 강도에 따른 생산량 데이터를 기반으로 진동 리퍼의 암반 강도에 따른 생산량 관계를 머신러닝 모델별로 검토하였다. 모델 학습에 사용된 데이터는 2.1절에서 기술한 바와 같이 해외 제조사가 제공한 데이터를 활용하였으며, 총 10개의 데이터로 구성되었다. 본 연구에서는 총 10개의 머신러닝 모델을 검토하였으며 적정성 검토에 사용된 학습 데이터와 시험 데이터는 8:2 비율로 사용하였다. 일반적으로 홀드아웃 검증은 데이터가 많은 상황에서 직관적이고 편리하게 사용할 수 있지만, 본 연구에서는 데이터 부족에 의한 편향 등의 원인으로 모델 평가에 활용하기보다 교차 검증 수행 전에 모델의 기본적인 성능을 빠르게 확인하고자 사용되었다. 홀드아웃 검증에서 사용된 시험 데이터는 양 극단을 대표하는 데이터를 활용하여 수행하고자 하였으며, 모델 적정성을 검토하는 지표는 결정 계수()와 평균 제곱근 오차(RMSE), 평균 오차 제곱(MAE)을 활용하였다. Fig. 6은 진동 리퍼의 암반 강도와 생산량의 관계를 머신러닝 모델별로 추정한 결과를 나타낸 것이다. 앞서 밝힌 바와 같이, 머신러닝 모델 검토에 사용된 데이터수가 한정되어 있어서 몇 가지 모델에 대해서는 일반화가 어렵거나 과적합 후 성능이 낮아지므로 현재 상태에서는 모델의 적합도 또는 생산량 추정 수준으로 사용이 가능할 것으로 판단된다.
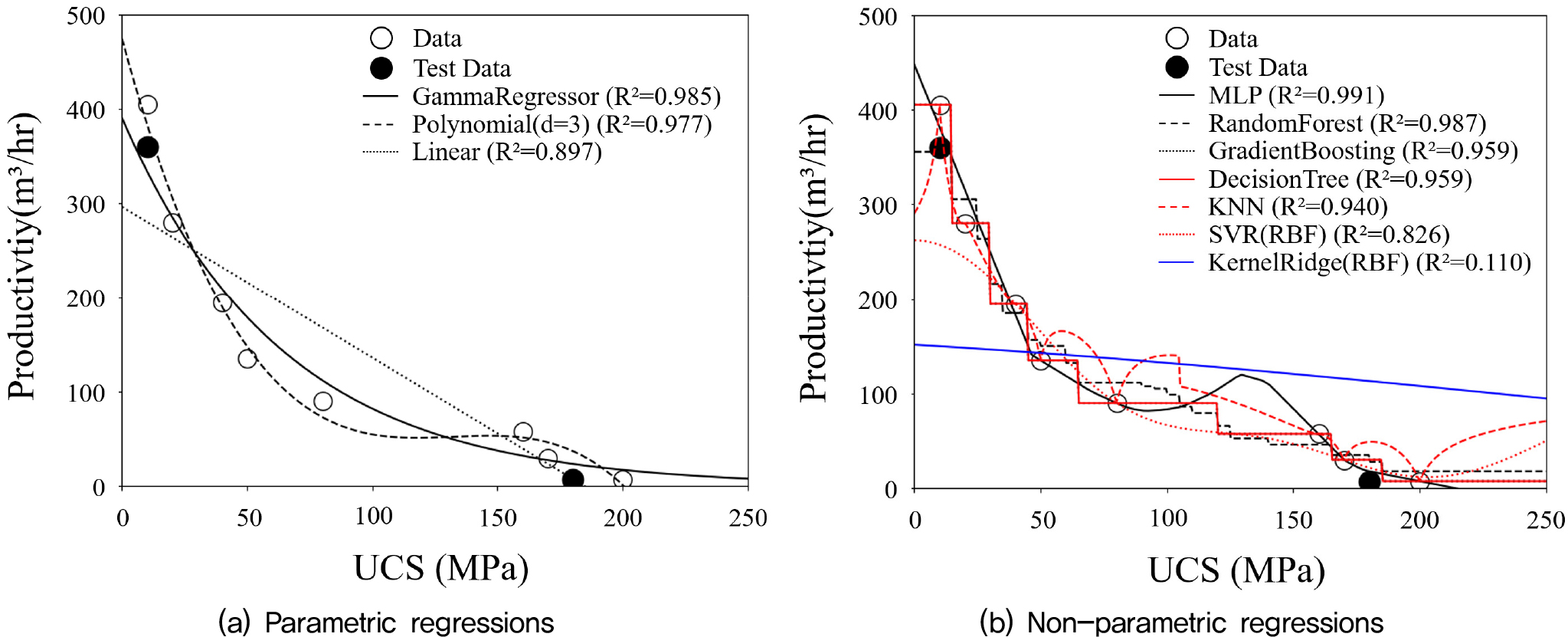
연구에서 검토한 머신러닝 모델 중 선형 회귀 모델은 비선형적 경향을 잘 설명하지 못하였으며, 커널 릿지는 데이터 크기·특성에 대응하지 못한 결과를 보여주었다. 모수 회귀 그룹에서는 대체로 3차 다항 회귀와 감마 회귀가 데이터의 경향을 잘 반영하는 것으로 나타났다. 비모수 회귀 그룹에서는 다층 퍼셉트론(MLP)과 Random Forest(RF)가 상대적으로 결정계수가 높은 것으로 나타났으나 해당 모델을 사용하기에는 데이터수가 한정되어 있으므로 검토에서는 제외하였다. 따라서, 본 연구에서는 비대칭 분포 데이터에 적합하며 지수적 감소 특성을 반영하는 감마 회귀(Gamma Regression) 알고리즘을 적용하여 진동 리퍼의 암반 강도에 따른 생산량을 추정하였다. 감마 회귀 모델은 암반 강도 10~80MPa 구간에서 완만한 생산성 감소를 로그 선형 형태로 자연스럽게 표현이 가능하고 80MPa 이상 구간에서 지수적 하락 형태를 효과적으로 반영할 수 있다는 장점이 있다. 그러므로 감마 회귀 알고리즘은 진동 리퍼의 생산성과 암반 강도 관계를 설명하기에 가장 물리적·통계적으로 타당한 모델로 판단하였다. 하지만 일반화된 학습 모델은 추후 데이터가 다수 확보된 상황에서 가능할 것으로 판단되므로 본 연구에서는 해당 모델에 데이터가 추가될 경우 모델을 업데이트하여 사용이 가능하도록 작성하였다.
모델의 일반화 성능은 Leave One Out Cross Validation (LOOCV)와 K-Fold 교차검증 방식을 통해 평가하였다. 교차검증은 모델이 학습용 데이터에 과적합되지 않고 새로운 데이터에 대해서도 일반화할 수 있는지를 검증하기 위한 절차이다. 그러나, 본 연구에서 활용된 데이터가 한정되어 있어 현재 단계에서는 검증의 결과를 통계적으로 단정하기 어렵다. 이에 따라 본 연구에서는 추후 데이터 확보 시 모델의 적합성과 일반화 가능성을 설명하기 위한 성능 검증 절차를 검토 과정에 포함하였다. 따라서 본 연구에서 수행된 교차검증의 의의는 제한된 데이터 환경에서 사용된 모델이 얼마나 일관된 설명력 보여주는지 기초적으로 평가하는 것에 있다. LOOCV는 각 데이터를 한 번씩 검증용으로 사용하고 나머지를 학습용으로 사용하는 방식으로, 모든 데이터가 검증에 활용되도록 하였다. K-Fold는 전체 데이터를 다섯 개의 부분집합으로 나누어어 네 개의 집합을 학습에 사용하고 하나의 집합을 검증에 사용하는 방식으로 수행하였다. 교차검증 결과, LOOCV의 결정계수()는 약 0.946으로 나타났으며, K-Fold의 평균 은 약 0.881로 산정되었다. 다만, K-Fold 교차검증의 경우 일부 집합에서 성능 편차가 나타났는데 이는 데이터 수의 부족으로 인한 통계적 변동성으로 판단된다. 두 방법 모두 비교적 높은 설명력과 비교적 낮은 예측 오차를 보여주었다. 이는 데이터가 적은 상황에서도 모델이 일정 수준의 안정성을 유지함을 말하지만, 동시에 과적합의 가능성도 내포한다고 할 수 있다. 따라서, 향후 충분한 현장 데이터 확보를 통한 추가적인 모델 검증이 반드시 필요하다. 알고리즘별 성능은 Table 3과 같으며, 교차검증의 결과는 Table 4에 제시하였다.
Table 3.
Performance metrics of regression algorithms
Table 4.
Cross-validation results
| Validation method | Metric | Value |
| LOOCV | 0.946 | |
| RMSE | 26.032 | |
| MAE | 32.393 | |
| K-Fold CV | (per fold) | 0.984, 0.914, 0.983, 0.674, 0.849 |
| (Average) | 0.950 | |
| RMSE | 25.484 | |
| MAE | 31.296 |
3.2 RQD 적용을 위한 Bilgin의 경험 모델 검토
굴착 공법에 따른 생산량은 지반 물성에 따라 편차를 보이며, 절리의 발달 정도와 암반 강도 등에 의해 굴착 난이도가 달라진다. 이때, Rock Quality Designation(RQD)는 암반 내 균열 및 절리의 발달 정도를 정량적으로 판단할 수 있는 지표로, 암반 등급과 암반 분류, 리퍼빌리티 등의 평가에 활용된다(Zhang, 2016; Barton et al., 1974). 그러나 본 연구에서 사용된 장비 제조사에서 제공하는 생산량 데이터에는 지반의 RQD 정보가 포함되어 있지 않으며, 이는 도저형 리퍼에 대한 기존 연구들에서도 동일한 한계로 나타난다. Fig. 3에서 제시된 값은 장비 제조사 측에서 해당 암반 강도에서 진동 리퍼의 최대 생산량 값으로 제시하고 있다. 따라서, 본 연구에서는 앞선 3.1절에서 감마 회귀 알고리즘을 통해 제시된 UCS-생산량 곡선을 암반 파쇄 정도가 가장 심한 조건(RQD 10% 이하)에 해당하는 생산량으로 설정하였다. 이를 바탕으로, Bilgin et al.(1996)에서 제안된 경험적 추정 모델을 적용하여 진동 리퍼의 RQD에 따른 생산량을 추정하였다.
Bilgin et al.(1996)의 경험 모델은 임팩트 해머 및 로드헤더의 현장 데이터를 기반으로(Bilgin et al., 1988; Bilgin et al., 1990; Ocak et al., 2010) 암반 강도와 RQD를 이용해 시간당 생산량을 예측하기 위해 개발된 것으로, 임팩트 해머는 진동 리퍼의 운전 조건 및 작용 메커니즘과 유사한 조건을 갖고 있다. 임팩트 해머와 진동 리퍼는 진동·충격 에너지를 암반에 전달하여 파쇄하는 공통된 작동원리를 가지고 있다. Bilgin et al.(1996)은 임팩트 해머와 로드헤더에 대해 각각 다음 식(1)과 (3) 같은 순생산량 또는 파쇄량을 제안하였다.
여기서, 는 유압유의 유량(L/min)과 작동 압력(bar)의 곱을 의미하며, 는 로드헤더의 절삭 동력 (HP)을 의미한다. 식 (1)에서 Net Breaking Rate(NBR, )은 임팩트 해머의 순파쇄율을 의미하며 식 (3)에서 Net Cutting Rate (NCR, )은 로드헤더의 순절삭률을 의미한다. 본 연구에서는 진동 리퍼의 RQD별 생산량을 추정하기 위해 식 (1)에서 정의된 NBR 값을 활용하였다. 또한, 동일한 장비 및 암반 강도 조건에서 식 (4)와 같은 형태로 전개함으로써, 항을 소거하여 RQD 수준에 따른 비율로 추정하고자 하였다.
본 연구에서 사용된 해외 진동 리퍼 제조사의 생산성 데이터는 각 장비의 최대 생산량을 기준으로 제시된 값으로, 앞서 언급했듯이 암반의 파쇄 정도가 가장 심한 상태(RQD 10% 이하)에 해당하는 것으로 판단하였다. 이를 기준으로 식 (4)를 이용하여 RQD 25%, 50%, 75%를 추정하였다. 산출 결과, 각 암반 강도 조건에서 RQD별 생산성 비율은 일정하게 추정할 수 있었다. 식 (4)를 통해 RQD별 생산량을 추정한 값은 물리적·기계적 한계를 고려하지 않은 이론적 값이어서 실제 현장에서는 장비의 출력·효율 등의 제약으로 인해 이보다 낮은 생산량이 기대된다. 특히, 암반 강도가 약 150MPa 이상인 고강도 암반 조건의 경우, 장비적·물리적 한계로 인해 생산량이 더 이상 감소하지 않는 한계점이라 판단하였다. 반대로 암반의 강도가 10MPa 이하인 매우 약한 강도 조건에서는 강도가 추가적으로 감소하더라도 장비의 작업 속도가 기계적 한계에 의해서 생산량의 증가 효과가 제한적일 것으로 판단된다. 따라서 본 연구에서는 암반 강도 10MPa 이하와 150MPa 이상을 생산성 변화의 한계 구간으로 설정하였으며 그 결과를 Table 2의 현장 시험 결과와 함께 다음의 Fig. 7에 함께 도식화하여 제시하였다.
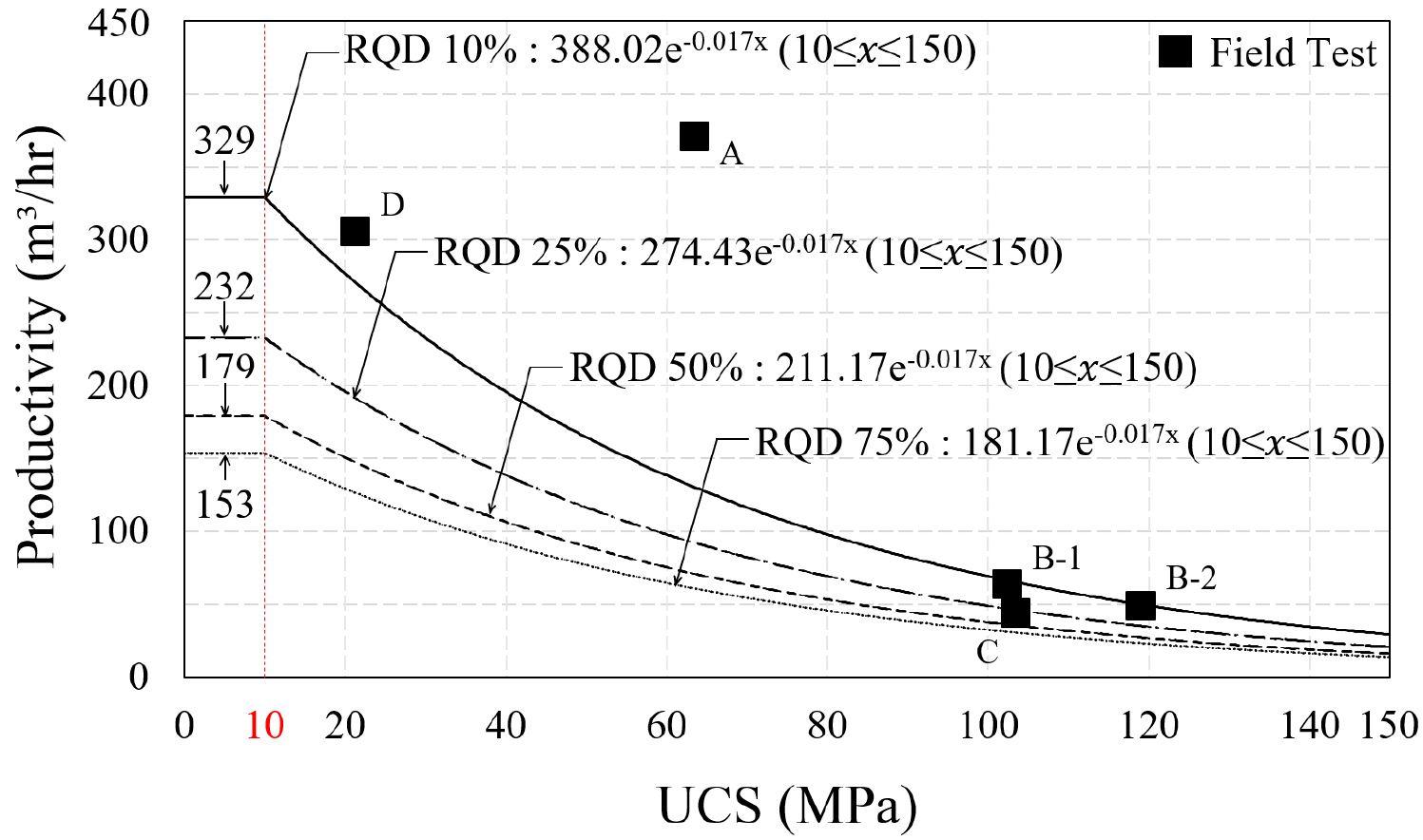
진동 리퍼의 현장 시험 결과와 감마 회귀 기반의 RQD별 추정 곡선을 비교한 결과, Site 1(A)은 RQD 10% 곡선보다 높은 생산량을 보여주었는데 이는 시험 지점이 다른 지점에 비해 상대적으로 절리가 발달된 지점이고 작업 중 부피가 큰 암괴가 탈락하는 등의 이유로 판단된다. Site 2·4(B·D)는 RQD 10% 수준의 추정 곡선과 근접한 값을 보여서 해당 구간의 암반 상태가 절리 발달이 심하여 리핑 효율일 높은 파쇄 조건에 해당하는 것으로 판단할 수 있다. Site 3(C)은 절리가 상대적으로 매우 적고 암반 강도가 높은 지점에 해당하며 추정 곡선에서는 RQD 30~50% 수준의 생산성으로 나타나 기계적 효율이 낮은 암반 조건인 것으로 나타났다. 전반적으로 현장별 관측값은 감마 회귀 모델로 제시된 RQD별 추정 곡선의 범위 내에 분포하였으며, 제안된 모델이 현장의 실제 리핑 성능 변화를 합리적으로 반영할 수 있음을 시사한다. 따라서, 연구에서 제시된 모델 기반의 RQD-UCS-생산성 관계식은 RQD에 따른 진동 리퍼의 생산성 예측에 유효한 경험적 근사식으로 활용이 가능할 것으로 판단된다.
4. 결 론
본 연구에서는 진동 리퍼의 생산량을 정량적으로 예측하기 위하여 해외 장비 제조사 제공 자료와 국내 현장 데이터를 활용하여 암반 강도와 절리 발달 정도에 따른 생산성 상관 관계를 분석하였다. 또한, 감마 회귀 기반의 예측 모델과 Bilgin et al.(1996)에서 제안된 경험식을 확장하여 현장 활용이 가능한 생산성 추정식을 제시하였다. 이를 토대로 도출된 결론은 다음과 같다.
1. 선행 연구 검토 결과, 굴삭기 부착형 리퍼 또는 진동 리퍼의 생산성과 관련된 자료는 매우 제한적이며, 도저형 리퍼에 비해 학문적 연구가 미비한 것으로 나타났다. 본 연구는 제조사 제공 자료와 현장 시험 데이터를 병행하여 진동 리퍼의 생산성 예측을 위한 기초자료를 구축하였다.
2. 머신러닝 기반으로 데이터를 분석한 결과, 감마 회귀 모델이 암반 강도 증가에 따른 생산성의 지수적 감소 경향을 가장 안정적으로 반영할 수 있었다. 이는 진동 리퍼의 진동 및 충격 기반 파쇄 메커니즘을 통계적으로 설명하는 데 적합한 것으로 판단되었다.
3. Bilgin et al.(1996)의 임팩트 해머에 대한 경험식을 확장하여 RQD별 생산성 추정이 가능함을 확인하였으며 RQD 10~75% 구간에 대해 암반 강도별 생산성 비율을 합리적으로 산정할 수 있었다. 이는 RQD 자료가 확보가 어려운 상황에서 현장에 적용 가능한 실무적 예측 방법으로 활용할 수 있을 것으로 기대된다.
4. 인천 검단 지역에서 수행된 현장 시험 결과, 진동 리퍼는 유압 브레이커 대비 저강도 암반에서 최대 약 4배의 높은 생산성을 보였다. 그리고 암반 강도가 증가함에 따른 장비 간 생산성 차이는 점차 감소하는 경향을 보였다. 특히 절리가 발달한 지점에서 수행한 현장 시험 결과가 RQD 10~30% 수준의 추정 곡선과 일치하는 경향을 보여 제안된 모델의 현장 적용성을 검토하였다.
본 연구는 제한된 데이터 환경에서 수행되어 신뢰성 및 일반화에 한계가 있으나 굴삭기형 진동 리퍼의 생산성을 정량적으로 예측하기 위한 기초적 접근을 시도하였다는 점에서 의의가 있다. 따라서, 향후 예측 모델의 신뢰성을 향상시키고, 암종, 풍화도, 절리 간격, 장비 용량 등의 추가 영향 인자를 반영한 다변량 예측 모델로 확장함으로써 보다 정밀한 생산성 예측 모델을 구축하기 위해서는 진동 리퍼의 현장 생산량 데이터를 추가 확보하는 노력이 현장과 연구자들에게 필요하다. 또한, 진동 리퍼의 생산성을 합리적으로 예측하기 위해서는 장비가 적용되는 현장이나 장비 제조사에서 진동 리퍼의 성능 평가 및 생산성 관리가 데이터 기반으로 이루어질 수 있도록 노력하는 것이 필요하다.
